精準設計,高效成交——打造專業房產經紀人海報的藝術
在競爭激烈的房地產市場中,一張設計精良、信息突出的海報,是房產經紀人連接潛在客戶、建立專業形象、促成高效成交的視覺利器。它不僅是一張宣傳單,更是經紀人專業能力與品牌價值的直觀體現。本文將探討如何圍繞房地產經紀的核心業務,設計出既吸引眼球又務實高效的專業海報。
一、 核心要素:信息傳達的精準與清晰
成功的房產經紀人海報,首要任務是信息的高效傳達。設計時需圍繞以下核心要素展開:
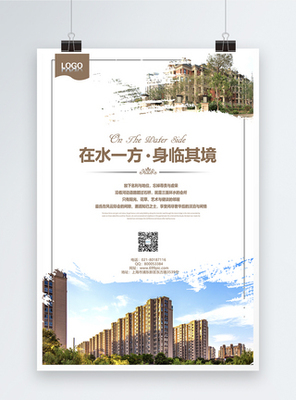
- 主體信息突出:海報的視覺焦點必須是房源本身。使用高質量、光線充足、構圖專業的房源實景照片作為主視覺,是激發客戶興趣的第一步。避免使用模糊、雜亂或過度修飾的圖片。
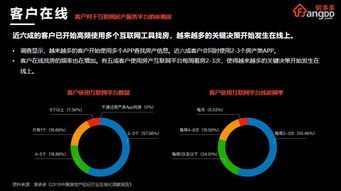
- 關鍵數據一目了然:將房源的核心賣點——如地理位置(具體到板塊或標志性建筑)、戶型(幾室幾廳)、面積、售價/租金——以清晰、醒目的字體和排版突出顯示。數字往往比大段文字更具沖擊力。
- 經紀人專業形象:在海報的顯著位置(通常在一角)放置經紀人的專業肖像、姓名、聯系方式(電話、微信二維碼)及所屬公司LOGO。一張面帶微笑、著裝得體的職業照,能迅速建立信任感。二維碼是實現線上引流、便捷溝通的關鍵工具。
- 價值主張點睛:用一句簡短有力的標語,提煉房源的最大優勢或經紀人的服務承諾。例如:“靜享公園畔,品質生活家”、“專業學區房顧問,為您孩子的未來鋪路”、“全程一站式服務,買賣租賃無憂”。
二、 設計美學:風格與調性的把握
在信息準確的基礎上,設計的美感決定了海報的格調與吸引力。
- 色彩搭配:色彩應與房源類型和目標客群相匹配。高端豪宅可選用沉穩的金色、深藍、高級灰;溫馨剛需住宅可選用米白、淺木色、暖黃;投資型公寓或商鋪則可選用更具活力與現代感的色彩。整體色調不宜超過三種,保持視覺清爽。
- 版式布局:遵循“視覺流”原則,引導讀者視線自然地從主圖移動到關鍵信息,再到經紀人信息。采用對比、對齊、留白等設計原則,使版面層次分明,重點突出,避免信息堆砌造成的雜亂感。
- 字體運用:標題字體需有力、易識別,正文字體需清晰、易閱讀。中英文字體的搭配需協調。切忌使用過多花哨字體,一般不超過兩種字體家族為宜。
三、 場景應用與媒介適配
海報設計需考慮其發布場景,進行針對性優化。
- 線下張貼版:適用于社區公告欄、門店櫥窗。需確保關鍵文字在遠距離可讀,聯系方式清晰。材質可選擇稍厚的紙張或覆膜,以應對戶外環境。
- 線上傳播版:適用于微信朋友圈、房產平臺、社交媒體。需適配手機豎屏閱讀習慣,主圖更需精良。可設計成長圖形式,分層展示房源亮點、周邊配套、經紀人優勢等。動態海報或短視頻海報更能吸引指尖停留。
- 印刷傳單版:用于線下派發或沙龍活動。尺寸宜小巧便攜,信息高度濃縮,并強烈呼吁行動(如“掃碼立即咨詢”、“預約看房”)。
四、 超越設計:賦予海報情感與信任
最高層次的海報設計,能傳遞情感與建立深度信任。可以通過以下方式實現:
- 講述故事:不僅僅是展示房子,更是展示一種生活方式、一個家庭夢想或一項穩健投資。文案和圖片共同營造這種氛圍。
- 彰顯專業:在海報上適當展示經紀人的專業資質(如認證徽章)、成功案例數據、或客戶感謝語(經同意后),能極大增強可信度。
- 強調服務:明確列出經紀人提供的專屬服務,如“免費房屋估值”、“金融貸款咨詢”、“交易流程全程陪同”等,將海報從“房源廣告”升級為“專業服務承諾書”。
一張出色的房產經紀人海報,是策略思考與視覺藝術的結合體。它精準定位房源價值,清晰傳達專業信息,并通過美感設計吸引目標客戶,最終目的是在方寸之間建立起牢固的信任橋梁,推動看房與咨詢,為成交奠定堅實基礎。在人人都是自媒體的時代,精心設計的海報就是經紀人手中最直觀、最有力的個人品牌名片與銷售加速器。
如若轉載,請注明出處:http://m.cnkai.cn/product/9.html
更新時間:2026-06-18 03:08:02